1. 교정(Straightness)
교정이란 용접, 열처리, 정형리덕션등에 의한 강관의 잔류응력이
잠재하여 쉽게 휘어질 수 있으므로 죄우 또는 한쌍의 롤을 X 자
형태로 교차된 교정롤을 통과시켜 잔류응력 제거와 함께 우수한
진직도를 얻기 위함이다.

2. 진직도 규정
| SPEC | 용 도 | SIZE | 기준 | |
| KS (JIS) | 전 SPEC | 전 size | * 규정 없음 (실용적으로 곧을 것) | |
| ASTM | A53 | 전 size | * shall be reasonably straight 할 것 | |
| API 5L | Line Pipe | 전 size | * Full length | 0.2% (2/1000) |
| * Pipe End | 0.4% (4.0mm / 관끝 1,000mm) | |||
| API 5CT | Tubing & Casing | 전 size | * Full length | 0.2% (2/1000) |
| * Pipe End | 0.2% (3.18mm / 관끝 1,500mm) | |||
도표에서 보듯이 KS나 JIS(일본공업규격)나 ASTM( American Society for
Testing Materials : 미국재료시험협회 )에서는 진직도 수치에대한 규정은 없고
실용적으로 곧을 것으로만 규정합니다.
API ( American Petroleum Institute : 미국석유협회)에서는
전장 진직도 : 0.2%, 관끝진직도는 5L(Line Pipe)에서 0.4%,
5CT(Casing & Tubing)에서 0.2%로 규정합니다.
3. 교정 방식
< Post식 >
< Gag 식 또는 Press 식 >
< 내면 Mandrel 식 >
< 경사 6 Roller 식 >
4. 교정 이론
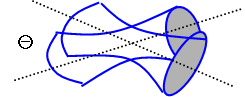
1) 롤 각도
교정기 상하 롤 간의 각도. 이것은 Ovalling Effect와 Roll Scroll을 결정
▶ Ovalling Effect ; Pipe가 교정Roll 압박에 의해 타원형의 인장/압축
응력 발생. 이때의 소성 응력에 의해 휨이 교정됨.
▶ Roll Scroll ; 교정 Roll에 의한 나선형의 Roll 자욱. Roll Scroll의
폭은 교정기와 Pipe의 유효 선접촉면과 동일 함.
통상 Scroll의 폭은 Roll폭의 2/3임.
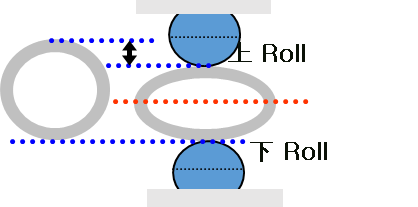
2) CLush
상, 하Roll에 의한 Pipe의 눌림량 (상, 하Roll의 간격과 Pipe 외경의 Gap)
▶ 통상 상, 하Roll Gap을 Pipe 외경보다 0.5~3mm 적은 범위에서 조정
▶ 초기 Setting시에는 이론치보다 작게 설정한 후 작업한다.
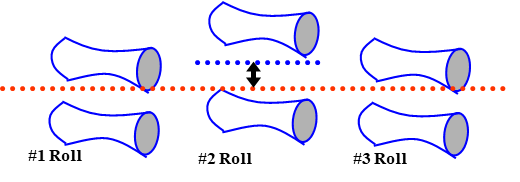
3) Off Set
중앙 #2상하Roll을 들어 올린 정도. 즉, #2상하Roll의 중심선과 입출측(#1,#3)
상하Roll의 Center와의 Gap을 의미한다.
▶ 초기 Setting시에는 이론치보다 낮게 설정한 후 작업한다.
5. 교정에 따른 치수변화
1) 외경
▷ Off set 감소, Crush 증가시 → 미소한 외경 Minus
▷ Off set 감소, Crush 증가시 → 미소한 외경 Minus
2) 길이변화
▷ t/D의 영향
| t/D | 길이변화 |
| t/D가 클수록 (후육) | 길이 증가 |
| t/D가 적을 수록 (박육) | 길이 감소 |
▷ Off set의 영향 : Off set 증가시 길이 감소
▷ Crush의 영향 : 큰 영향 없음
6. 교정에 따른 물리적 변화
1) 항복점 : 두께에따라 다름
| 박육관 | 항복강도 상승 |
| 후육관 | 항복강도 감소 |
2) 인장강도
▷그 영향이 인정되지 않고 있으나 항복강도의 변화와 함께
약간의 상승,하락이 보고 됨.
3) 연신율
▷연신율의 영향 : 교정에 의한 연신율 저하 발생
| 박육관 | 연신율 감소大 |
| 후육관 | 연신율 감소小 |
이상입니다~
감사합니다
'강관' 카테고리의 다른 글
| 강관제조 기술 수압 (3) | 2023.12.29 |
|---|---|
| 강관제조기술 면취 (2) | 2023.12.26 |
| 강관제조기술 절단 (0) | 2023.12.18 |
| 강관생산기술 정형2 (0) | 2023.12.13 |
| 강관생산기술 정형1 (0) | 2023.12.12 |